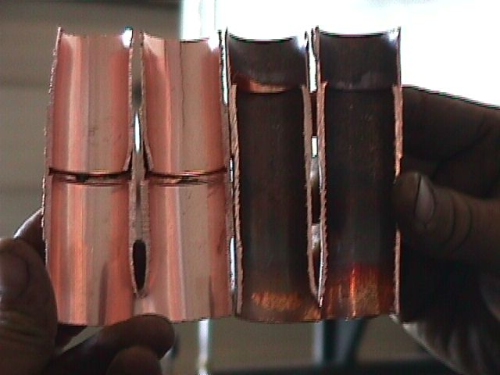
Um efeito comum da brasagem de tubos de cobre é o acúmulo de óxido de carbono dentro dos tubos, que ocorre em função da presença de oxigênio em contato com a parede interna do tubo em alta temperatura.
A ação solvente do refrigerante remove o acúmulo de óxido de carbono de dentro da tubulação e o leva de volta, juntamente com o refrigerante, ao compressor onde pode acabar danificando componentes vitais.
Para evitar a formação de óxidos no interior da tubulação de cobre é necessário que se circule nitrogênio durante o processo de brasagem e solda. Ele deve entrar lentamente, com uma pressão de com 5 a 10 PSIG e deve circular por pelo menos 60 segundos antes da brasagem. Não pressurize demais o tubo que está sendo brasado, pois isso pode causar vazamentos na união ou a liga quente pode ser projetada seu rosto ou seus olhos.
Uma vez concluída a brasagem, não remova o gás nos 40 a 60 segundos que seguem a brasagem. Remover o gás de maneira prematura permitirá a entrada de oxigênio no tubo com a consequente oxidação. É preciso que o tubo de cobre esfrie um pouco para fazer a remoção.